ProductsProduct
-
Classification
Three-phase separator Multiport selector valve Manifold Gauge tank Gas booster skids Water bath heater LNG CNG Natural gas dehydration unit Debris catcher Heat exchanger Two-phase separator Multi-cyclone separator Gas sweetening units Pressure vessel Natural gas filter separator Natural gas circulation separator Buffer tank Desander Gas recovery unit
HOTLINE
+86 158 6190 3617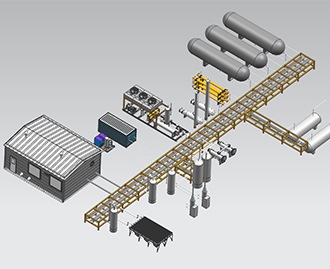
NGL Recovery Plants
-
LUDY Petroleum Equipment offers the customized and cost-effective services, products and turnkey solutions for the small- and mid-size NGL recovery plants, which handle flow rate of natural gas up to 25 MMSCFD, extracting valuable NGL (C2+ NGLs) from natural gas, and allowing the gas operators to obtain higher value from the operations.
- HOTLINE: +86 158 6190 3617
-

-
Details
-
Contact
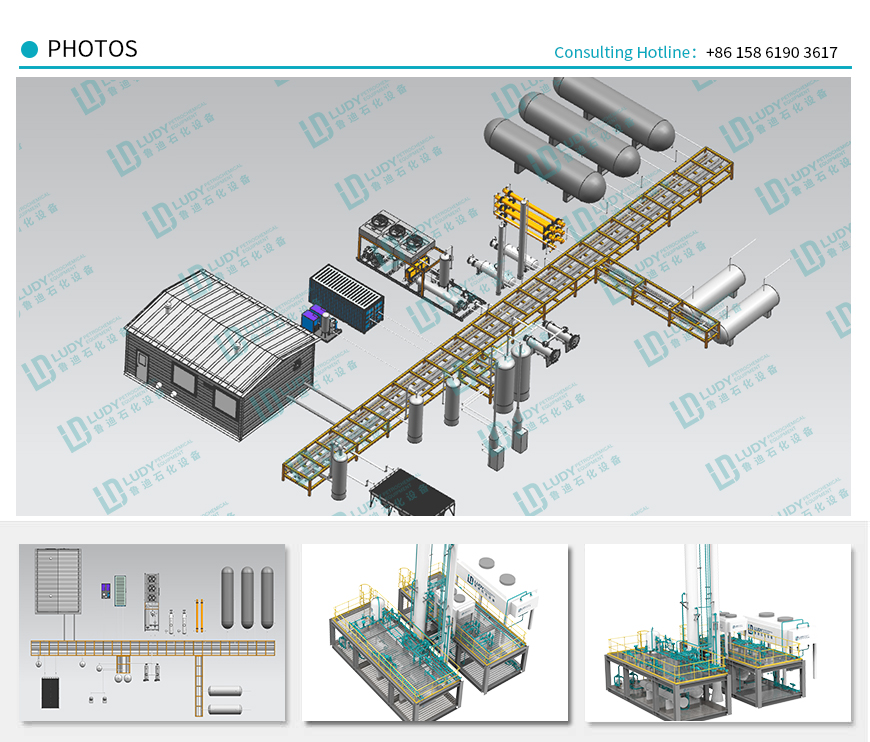

LUDY Petroleum Equipment offers the customized and cost-effective services, products and turnkey solutions for the small- and mid-size NGL recovery plants, which handle flow rate of natural gas up to 25 MMSCFD, extracting valuable NGL (C2+ NGLs) from natural gas, and allowing the gas operators to obtain higher value from the operations. Our fast track small- and mid-size NGL recovery plants can be customized and designed for 5, 10, 15, 20, 25 MMSCFD flow rates, requiring a minimum capital investments and having very short delivery period. LUDY follows the “plug-and-play” concept, designing and supplying components of NGL recovery plant as skid-mounted (modular systems), which are much easier for transporting, field installation, and start-up in compared to bulky systems, which require much longer period of the project execution. LUDY offers small- and mid-size NGL recovery plants delivering a value to the clients by ensuring quality performance, reducing delivery period, reducing project investments and providing fast services.

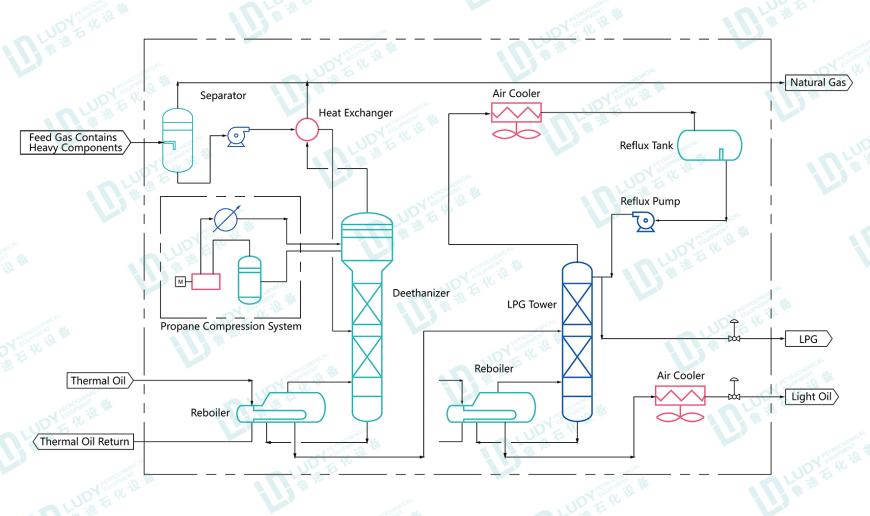
Below is a process description of typical NGL recovery systems for 5-15 MMSCFD.
Inlet gas-liquid separation and gas compression
NGL Recovery Unit is designed to separate ethane and heavier hydrocarbons (C2+) from natural gas. NGL-rich natural gas enters a NGL recovery system at low pressure. As natural gas enters a facility, first, it enters a gas-liquid separator, where free liquids and impurities are separated from gas. After the separator, gas enters a gas compression package, which consists of gas compressor (screw, reciprocating, or other). The gas compressor increases flow pressure up, and upstream air cooled heat exchanger cools gas to around 40 °C (temperature depends on ambient temperature). After cooling, gas enters a gas-liquid Separator, where any free liquids are removed before gas dehydration.
Gas dehydration
After free liquids are separated by the separator, natural gas enters gas dehydration package, which applies molecular sieve process. The gas dehydration package consists of adsorber columns (C-201A/B), which work interchangeably (one for gas dehydration, another is for spent bed regeneration), the dry gas filters. The dry gas filters remove dust and particles which dry gas carries after dehydration. For a regeneration system either an electrical heater or a fired heater can be applied depending on the requirements for operation. Natural gas is dehydrated to below 10 ppm. Amount of water in outlet dry gas is below 10 ppm, while it may depend from a project to a project.
Cold (Low-Temperature) Separation and Refrigeration
After the dehydration, natural gas enters Cold (LT) Separator, but first, passing through en exchanger, also known as coldbox. After passing through the exchanger, gas is cooled down to – 35 °C, while cooling temperature may vary from a project to a project. After cooling, gas enters Cold (LT) Separator for gas-liquid separation, gas is lighter fraction, and liquids are heavier fractions (C2+), also known as Y-grade NGLs or mixed NGLs. The heavier fractions of gas (gaseous hydrocarbons) condense into liquid hydrocarbons and flows from the bottom of the Cold Separator. NGLs, which are separated by the cold separator, may trip from the same exchanger to reach normal atmospheric temperature, and then liquid hydrocarbons enter a de-ethanizer column. Dry gas, which is separated in the cold separator, passes through exchanger to recover cooling capacity. After passing through exchanger, dry gas is heated to reach temperature between 15-40 °C, and used for utility purposed, disposed or exported, while purpose of dry gas application depends on the client. Cold-separation and refrigeration section also consists of special refrigeration package, a system within the system, which consists of screw compressor, air cooled exchanger, JT valve, and other components, which are required for adequate refrigeration.
NGL Fractionation
Fractionation is a process of separation of a mixture of hydrocarbons into individual products based on difference in boiling point and/or relative volatility. Mixture of liquid hydrocarbons enters the de-ethanizer, and lighter hydrocarbons (gases) flows out from the top of the Deethanizer, while heavier hydrocarbons accumulated flows out from the bottom of a de-ethanizer. Separated heavier hydrocarbons are delivered to de-butanizer for obtaining propane and condensate by separation. The products which come out form the top of the de-butanizer is LPG. The products which come out form the bottom of the de-butanizer is condensate.
.jpg)

NGL/LPG Recovery Units
Raw natural gas contains light hydrocarbons (C2-C5), which shall be removed from the natural gas stream because of pipeline specification, dew point control, LNG process, and revenue-generating purposes. NGL recovery unit is designed to reach the required specification of dry natural gas (mostly consisting of methane) by applying several NGL recovery methods, such as refrigeration, adsorption, absorption, compression, or a combination of several methods.
NGL (natural gas liquids) cover LPG (liquefied petroleum gas), which mainly consists of propane (C3) or butane (C4) or a mixture of both. LPG is produced at early surface gas treatment and production facilities and complex hydrocarbon processing plants, such as oil refineries or gas processing plants. Oil refineries have deep processing equipment for a deep and selective LPG recovery generating a wide variety of hydrocarbon products with high purity, while surface gas processing plants only offer rough recovery of propane and/or butane or a mixture of propane-butane, which also have demand for direct sales for revenue-generating. Nonetheless, any heavy fractions of natural gas (C2+) have monetary value because they can be sold as feedstock for refineries and petrochemical plants, generating revenue for the natural gas processors.


Process selection and composition of the NGL recovery system may vary from a project to a project, while having main process concept in common. LUDY Petroleum Equipment offers comprehensive and sophisticated solutions for NGL recovery, applying industry-proven technologies, conducting process simulation, and offering quality fabrication and field services. We offer flexibility, cost-effectiveness, process-compliant technical service and the products. Feel free to contact LUDY Petroleum Equipment for more information and technical solutions for small- and mid-size NGL recovery plants. We would be glad to provide assistance and eager to cooperate in the new and promising projects with our partners and clients.
Leave a message
* is required
- *
