ProductsProduct
-
Classification
Three-phase separator Multiport selector valve Manifold Gauge tank Gas booster skids Water bath heater LNG CNG Natural gas dehydration unit Debris catcher Heat exchanger Two-phase separator Multi-cyclone separator Gas sweetening units Pressure vessel Natural gas filter separator Natural gas circulation separator Buffer tank Desander Gas recovery unit
HOTLINE
+86 158 6190 3617
Flare Gas NGL Recovery Unit
-
Flare Gas NGL Recovery Unit is designed to recover valuable natural gas liquids (NGLs) from natural gas which would normally be burned by the flaring systems. Flare Gas NGL Recovery Unit, as known as Flare Gas Recovery System (FGRS), allows gas operators to increase profit by selling recovered NGLs, meeting gas pipeline specification, and reduce impact on environment.
- HOTLINE: +86 158 6190 3617
-

-
Details
-
Contact


Flare Gas NGL Recovery Unit is designed to recover valuable natural gas liquids (NGLs) from natural gas which would normally be burned by the flaring systems. Flare Gas NGL Recovery Unit, as known as Flare Gas Recovery System (FGRS), allows gas operators to increase profit by selling recovered NGLs, meeting gas pipeline specification, and reduce impact on environment.
Configuration and price of NGL Recovery Units depends on many factors, such as flow rate; NGL volume in natural gas; pressure; temperature (working & environment); non-hydrocarbons volume in feed gas stream; requirements to final products; special requirements of the clients to configuration; automation and control. Our flare gas liquid recovery units are ideal to handle flare gas, associated gases, low pressure and low flow rate to recover Y-grade NGL, and condition outlet dry gas/lean gas for next disposal. After NGLs are recovered, they are transported by LPG tanks to nearest petrochemical facility, allowing fast investment turnover, maximize profits from operation, and reduce impact on environment.

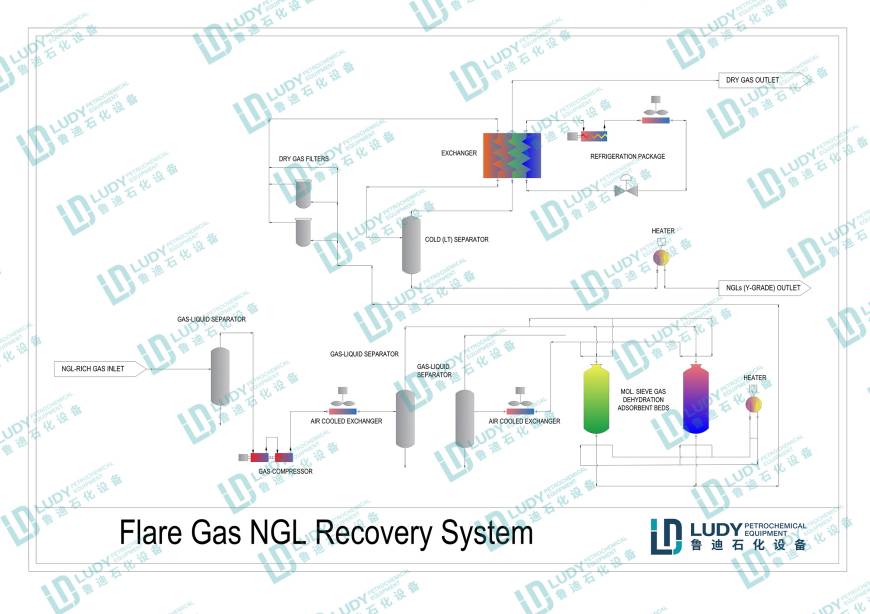
Our Flare Gas Recovery System consists of several sections: inlet separation, pressure regulating and compression, mol sieve dehydration, refrigeration, and NGL conditioning.
Inlet Separation consists of gas-liquid separator (inlet separator), which removes water free droplets from feed gas. Inlet separator consists of valves, instruments, and other auxiliary components. Gas regulating and compression section consists of gas pressure regulator, gas compressor or stage compression, air cooler and other auxiliary parts of sections, such as valves and instruments. Gas pressure regulating is necessary to supply gas with required flow/pressure to ensure consistence of the system. Gas compressor is required for providing necessary pressure to the dehydration and refrigeration system
Another important factor of NGL recovering is to supply dehydrated gas to the refrigeration system as high water content in natural gas may damage refrigeration and low temperature separation section. To remove water from gas content, our NGL Recovery Unit consists of mol sieve dehydration system, which consists of two or three adsorbent beds, electric heater(s), gas-liquid separator, cooler, filter, valves, instruments and other necessary accessories. Two bed or three bed systems effectively remove water content from natural gas. After adsorbent bed is spent, it requires regeneration. Regeneration process employs electric heater, gas-liquids separator, and cooler. Gas is supplied to the heater to achieve required temperature of gas, which, then heats up adsorbent bed, turning water into vapor, which is condensed and disposed. Gas, used for regeneration, enters dehydration unit.
Third and the most important part of NGL Recovery is refrigeration and cold separation system. Refrigeration system consists of screw compressor, expander, air cooled condenser, plate heat exchanger, valves, instruments and other components

NGL Recovery unit is equipped with reliable and sophisticated control, automation and emergency shutdown system (ESD) to operate continuously and safely from local control panel and through remote operating system.
In case of hydrogen sulfide and other non-hydrocarbon, which is toxic and harmful for process equipment, present in feed gas stream, LUDY also offers H2S Scavenger units for H2S removal, Mercury removal and other gas treating units as part of gas processing systems.
Feel free to contact LUDY Petroleum Equipment to receive proposal and technical assistance with NGL Recovery Units


Standards followed (partial) | ASME VIII Div.1, ASME TEMA, API, ICE, ISO, NACE, BS, ASTM, GOST, GB, others |
Flow rates | 300 – 25000 MCFD (other based on the project) |
Pressure range | 150-720 psi |
Ambient temperature | -65/ +55 ℃ |
NGL outlet grade | Y-grade NGL |
Gas outlet grade | Dry treated gas |
Inlet gas type | Acid/Sour and wet gas, wet gas |
Leave a message
* is required
- *